01挑战Challenge
客户在单喷嘴送粉的定向能量沉积工艺中,粉末利用率长期偏低 — 大量粉末未被熔化,落入熔池外、零件质量难以稳定。
In a single-nozzle DED setup, powder efficiency stayed stubbornly low — a large share of powder fell outside the melt pool unmelted, dragging down part quality.
02仿真发现What sim revealed
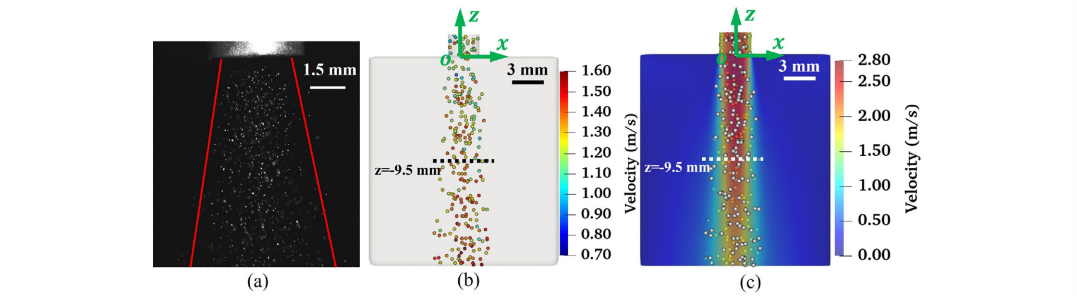
云熔智算把保护气速、载气流速、粉末轨迹与熔池尺寸一并耦合求解,找出了粉末利用率低的真实原因 — 粉束在熔池前缘飞溅与偏移。
YunRong coupled shielding-gas velocity, carrier-gas flow, particle trajectories and melt-pool geometry into one solve. The real cause: the powder stream deflecting and spattering at the melt-pool front.
03验证 & 结果Validation & result
仿真预测的熔池尺寸与实验结果一致。客户据此调整气流与扫描参数,熔池尺寸稳定、未熔化粉末显著减少、打印质量提升。
Predicted melt-pool dimensions matched experiment. The customer retuned gas flow and scan parameters — stable melt pool, far less unmelted powder, measurably better print quality.